Barrel making on the Taig Lathe:
Double barrel (two) springs needed:


 |
Knurling tool I adapted to my small lathe:
Barrel making on the Taig Lathe:
Double barrel (two) springs needed:
|
Knurling tool I adapted to my small lathe:
Taking a 3mm O1 (cool hardening) steel rod and making a very tiny screw from it. Here is what will be the threaded portion still on the lathe next to the screw die plate I threaded it with.
The plate can thread screws down to 0.7mm up to 2.0mm.





Albrecht 0-3mm drill chuck for using the tiniest of drill bits (1/64 ; 0.33mm ; .4mm ; etc.).






So, I'll be searching through my random supplies for gears.





It was so cold and windy and slushy and snowy that this squirrel came to dry off in the blue jay nest by my side door.

How do you design a simple gear train to allow a watch or clock to show the phases of the moon accurately? Well, a lunar month is an average of 29.5 days long. It's kind of hard to make a gear with 29.5 teeth--specifically the ".5" tooth. You can't really have half a tooth on a gear.
So, double the 29.5 x 2 = 59 tooth gear. You paint two little moons on the gear and have a little pointy lever poke at the gear once per day. One of the moons will slowly go beneath a cutout mask in the face of the watch clock. The next month will have the other moon slowly emerging.
Unfortunately lunar months are actually 29 days, 12 hours, 44 minutes and 2.8 seconds long and they basically plus or minus up to 7 hours over the course of 9 year cycles. A 59 tooth gear will by off by one day every two years!
What gets us closer to the 29 days, 12 hours, 44 minutes and 2.8 seconds = (29.53059xxxxx). Or if you want to make it easier twice that which would be 59.061 days for two lunar months?
You want to have a set of gear and pinion (smaller gears) teeth that are whole numbers.
35 x 40 x 71 divided by 9 x 11 x 17 = 59.061. These six gears give an accuracy of losing a day every 6661.3 years. You and your ancestors will never have to adjust this watch.

You attach this set of gears to an hour-hand gear. The gears are paired on 3 shafts like so: 9/35 and 11/40 and 17/71.
On the 71 tooth gear you paint a nice little moon.
Above all these gears you put an stationary egg-shaped mask that covers more and more of the little painted moon as the gear turns day after day, eventually turning the full moon into a crescent and then it disappears--only to reappear on the other side as a growing crescent then into a full moon!
Sound complicated? Nope! I made a working model out of paper. The clock face is white with a cut out and a non-moving black mask.

The 71 tooth gear is orange with a white moon on it.
As the orange gear spins you see less and less of the little moon because of the stationary black mask. Eventually the moon turns into a sliver of a crescent. As you can guess, when it keeps revolving it will pass the top of the black mask it will start growing again.



I haven't gotten my hands on a rotary table dividing index head for my milling machine (yet) to make the physical gears out of brass; but all this seems to work on my crummy little paper and cardboard mock ups.
Who would need a watch that displays the phases of the moon accurately to within 7 hours over the course of over 6000 years? Hmm...I dunno, a werewolf?
Can you make a lunar watch even more accurate? Yes: but you need gears with over 800+ teeth--and that would be immensely difficult to make in my basement. Also the gears would be the size of hulahoops.
Some Serbian college professors and grad students came up with sets of real number rationalization permutations for these gears...and I found an error in their math! They had a 2 to the 3rd power instead of 2nd power. But, it turns out when you factor it all out that's what gets rid of having to draw a second little moon on the 71 tooth gear. https://www.researchgate.net/publication/265859964_SYNTHESIS_SOLID_MODELING_AND_WORKING_SIMULATION_OF_MOON_PHASE_CLOCK_MECHANISM
#0 - N9 - ratio: 1:1 - RPM: 30
#1 - N9 - ratio: 1:1 - RPM: 30
#2 - N35 - ratio: 3.89:1 - RPM: 7.71
#3 - N11 - ratio: 3.89:1 - RPM: 7.71
#4 - N40 - ratio: 14.14:1 - RPM: 2.12
#5 - N17 - ratio: 14.14:1 - RPM: 2.12
#6 - N71 - ratio: 59.06:1 - RPM: 0.51
I might find some kid to build this out of Legos for me as a test.

Here is the first part I've ever made for a watch. It is a setting jumper lever.





Eventually this entire test movement will be orangey brass handmade parts. 360 brass and 260 (stronger brass) where I can. I also have some Startett O-1 (oil hardening) steel plates for things that might wear or break immediately...but I want to use as much brass as possible, for no other reason than it'll be an brassy orange visual guide to my progress.

It'll look great orange!

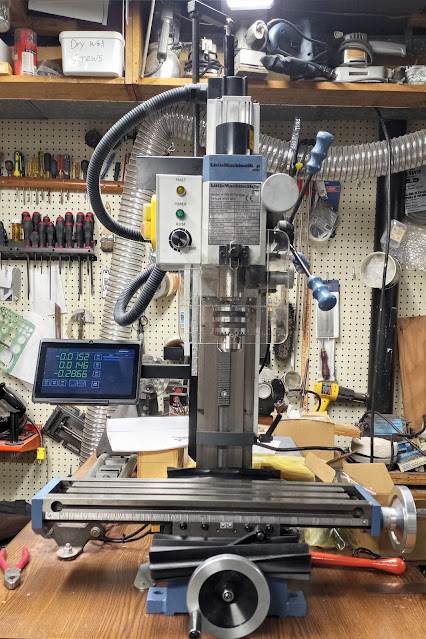
I chose the cheapest milling machine from Little Machine Shop that had belt drive, and then went up one level to get the version with DRO (digital read outs). That is as of winter 2021 the HiTorque 4190 milling machine.
It also has variable speed with no gear shifting. The belt drive is quiet and robust. They have smaller machines with plastic Sieg gears that break and are extremely loud.
This LMS machine has more horsepower, DRO, more work area than the other machine I was looking at: a Taig. The Taig is a very nice machine--and a great deal at half the price! However, I wanted to make large items in addition to watch parts. This meant the Taig was a bit underpowered.
The Taig machine is basically their Microlathe II (which I already own) turned vertical.
It was a very hard decision but the deal-breaker was this: the Taig machine's Z-axis is controlled by a circular hand-crank mounted on the top of the machine meaning to lower the Taig you have to reach up and crank parallel to the ceiling!!! The LMS machine has a regular pull-down crank like a drill press.
If I bought the Taig I would probably have had to buy a slow, metal drilling drill press to drill holes. With the LMS machine I can use it like a super slow metal drill press, or use it as a milling machine. I have other drill presses, but not a big slow one. In the end I would have probably wanted to do something larger and needed a second mill.
The LMS machine also has DRO. I like digital readouts for things like, let's say: I have a 1mm wide piece of stock in the vise and I want to make it 0.3mm wide. You can't really dab blue DyeChem and scratch a line at the 0.3mm mark on a 1mm piece very easily. I'd probably need to get another binocular microscope--and the work envelope area of the Taig wouldn't allow that anyway. With the DRO I find the edge, hit zero and then mill to -0.7mm, which leaves .03mm left. Easy!
The LMS machine takes R8 size tooling/collets/etc. You can put much larger tools (end mills) into the LMS than you can in the Taig, which takes ER16 collets. To be fair the Taig is a MICRO (not mini) mill.
Also, since the Taig mill is literally the Microlathe II turned vertical I already have the capability in my lathe. I have a Taig milling attachment (which is super nice, and inexpensive) for my lathe. That let's me mount and mill things sideways on my Taig lathe. The view is much better that way for tiny parts.
So, I didn't want to duplicate much of what I had. I can lathe and mill on my Taig Microlathe II and use the LMS 4190 for milling and heavier (slow) drilling projects.
My order list from Little Machine Shop for the Milling Machine and all the tooling was:
1757 Space Block Set (for the Sine Bar).
3068 Surface Plate, Granite, 12" x 9" x 3" (heavy, cheap, flat).
3535 Sine Bar, 2.5", Fisher (lets you mount stuff in vise at precise angles--if you use trigonometry, made in USA).
4084 Tooling Plate, 6 x 12" (lets you mount tiny things on mill table, comes with clamps, made in USA).
4190 HiTorque Mini Mill, Deluxe (with Digital Read Outs / DRO).
4304 Shim Stock Assortment, 0.0005" - 0.005" Plastic (for tramming/leveling).
4653 Indicator Arm, Universal, 6" (for tramming/leveling).
4858 Tooling Package, R8 Mini Mill Premium (the best package) .
5868 Combination Square Set, 12" 4R Precision (lets you easily find center of circle/rod end).
5874 Machinist Square Set, 2" 4" and 6" (three L-shaped things).
6258 Clamping Kit, 8 mm, Professional Grade 8-Piece (even more extra clamps for the tooling plate, which I probably didn't need).
6294 Tap Guide, Reversible (I think this was actually for my lathe).
2675 Clamps, Screwless Vise (this was for a little screwless vise I already owned).