Watchmaking Machinery 3
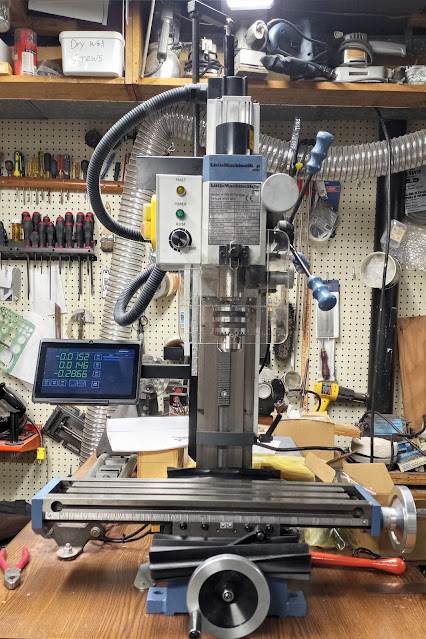
Milling Machine: Meet the beast!
Rational
I chose the cheapest milling machine from Little Machine Shop that had belt drive, and then went up one level to get the version with DRO (digital read outs). That is as of winter 2021 the HiTorque 4190 milling machine.
It also has variable speed with no gear shifting. The belt drive is quiet and robust. They have smaller machines with plastic Sieg gears that break and are extremely loud.
This LMS machine has more horsepower, DRO, more work area than the other machine I was looking at: a Taig. The Taig is a very nice machine--and a great deal at half the price! However, I wanted to make large items in addition to watch parts. This meant the Taig was a bit underpowered.
The Taig machine is basically their Microlathe II (which I already own) turned vertical.
It was a very hard decision but the deal-breaker was this: the Taig machine's Z-axis is controlled by a circular hand-crank mounted on the top of the machine meaning to lower the Taig you have to reach up and crank parallel to the ceiling!!! The LMS machine has a regular pull-down crank like a drill press.
If I bought the Taig I would probably have had to buy a slow, metal drilling drill press to drill holes. With the LMS machine I can use it like a super slow metal drill press, or use it as a milling machine. I have other drill presses, but not a big slow one. In the end I would have probably wanted to do something larger and needed a second mill.
The LMS machine also has DRO. I like digital readouts for things like, let's say: I have a 1mm wide piece of stock in the vise and I want to make it 0.3mm wide. You can't really dab blue DyeChem and scratch a line at the 0.3mm mark on a 1mm piece very easily. I'd probably need to get another binocular microscope--and the work envelope area of the Taig wouldn't allow that anyway. With the DRO I find the edge, hit zero and then mill to -0.7mm, which leaves .03mm left. Easy!
The LMS machine takes R8 size tooling/collets/etc. You can put much larger tools (end mills) into the LMS than you can in the Taig, which takes ER16 collets. To be fair the Taig is a MICRO (not mini) mill.
Also, since the Taig mill is literally the Microlathe II turned vertical I already have the capability in my lathe. I have a Taig milling attachment (which is super nice, and inexpensive) for my lathe. That let's me mount and mill things sideways on my Taig lathe. The view is much better that way for tiny parts.
So, I didn't want to duplicate much of what I had. I can lathe and mill on my Taig Microlathe II and use the LMS 4190 for milling and heavier (slow) drilling projects.
Ordering
My order list from Little Machine Shop for the Milling Machine and all the tooling was:
1757 Space Block Set (for the Sine Bar).
3068 Surface Plate, Granite, 12" x 9" x 3" (heavy, cheap, flat).
3535 Sine Bar, 2.5", Fisher (lets you mount stuff in vise at precise angles--if you use trigonometry, made in USA).
4084 Tooling Plate, 6 x 12" (lets you mount tiny things on mill table, comes with clamps, made in USA).
4190 HiTorque Mini Mill, Deluxe (with Digital Read Outs / DRO).
4304 Shim Stock Assortment, 0.0005" - 0.005" Plastic (for tramming/leveling).
4653 Indicator Arm, Universal, 6" (for tramming/leveling).
4858 Tooling Package, R8 Mini Mill Premium (the best package) .
5868 Combination Square Set, 12" 4R Precision (lets you easily find center of circle/rod end).
5874 Machinist Square Set, 2" 4" and 6" (three L-shaped things).
6258 Clamping Kit, 8 mm, Professional Grade 8-Piece (even more extra clamps for the tooling plate, which I probably didn't need).
6294 Tap Guide, Reversible (I think this was actually for my lathe).
2675 Clamps, Screwless Vise (this was for a little screwless vise I already owned).
Doesn't look like much, but that's 305lbs of stuff. I would have almost doubled the tooling, but I already have a bunch from the lathe. I also got stuff from Amazon and eBay.
Budget for that: the cost of the tooling equals that of the machine.
I bought the 4653 universal arm and the 4303 shim stock assortment. They have a package of these two things along with a dial test indicator gauge in a nice cheap set; however-I just got a SUPER nice Mitutoyo dial test indicator, so I'm sticking with that and just bought the other two components separately. This is for tramming (leveling) the milling machine. You measure, loosen the column and place thin shim stock under the column's base and re-tighten. I'm hoping it just arrives perfectly level out to .0001" and I can ignore it. One can hope for lots of things though.
I could have saved some cash by delaying the purchase of the Sine bar and the spacer kit for it. However, that's a lot of weight and LMS ships tooling purchased at the same time as a machine for FREE so I just got everything.
I got the most expensive tooling package for the 4190 Mill. It came with the most stuff. It also came with the best stuff. Machining stuff comes at tolerances/accuracy of: .001" or .0005" or .0001". If figured that if I started off with cheap stuff that is less accurate I'd never do what I want. If your vise and measuring tools and spacers and blocks are all cheap and off more than the best stuff that error adds up...and I need all the help I can get.
Buy once, cry once for the good stuff. I'd rather buy once and be happy, than at some point have to figure out why I can't get something build correctly--and then realize it's an inferior gauge or vise that's tilted or some other thing. That's why I bought Starrett and Mitutoyo magnetic bases and gauges and surface/height tools.
Shipping
Here is the shipping list with box(?) codes. It shipped a few days after Thanksgiving and they didn't send any tracking email yet.
4190 HiTorque Mini Mill, Deluxe Trk
1757 Space Block Set RRB A1
6258 Clamping Kit, 8 mm, Professional Grade 8-Piece RRB A1
4653 Indicator Arm, Universal, 6" RRB A1
5868 Combination Square Set, 12" 4R Precision RRB A2
4084 Tooling Plate, 6 x 12" RRB B2
2675 Clamps, Screwless Vise Sml FRB
3535 Sine Bar, 2.5", Fisher Sml FRB
5874 Machinist Square Set, 2" 4" and 6" Sml FRB
4858 Tooling Package, R8 Mini Mill Premium Std Ctn
3068 Surface Plate, Granite, 12" x 9" x 3" Std Ctn
6294 Tap Guide, Reversible FR Ep
4304 Shim Stock Assortment, 0.0005" - 0.005" Plastic FR Ep
Possible shipping codes, these are my guesses:
Trk = Tracking? The big crate that is tracked?
RRB = regional rate box?
Sml FRB = small flat rate box?
FR Ep = flat rate envelope? Padded?
Std Ctn = standard container?
It arrrived from Pasadena to Metro Detroit on the 8th day after it was picked up by the shipping company. The shipping company had tracing (which is just another name for tracking). One morning I got a call from the truck driver saying they'd be there in about 35 minutes. They were!
On paper the mill doesn't sound that heavy, but strapped to a heavy dolly/hand-truck it was a bit scary to take down the stairs to it's new basement home. One person holding it a top and two people down the stairs blocking so it only rolls down one step at a time.
Lifting it from the dolly to the desk bench it seemed a lot lighter. The dolly turned out to be quite heavy just by itself.
Turns out there were heavy items in with the mill and also the DRO tablet was taped to the bed! Probably should have taken that out before going down the stairs--if nothing else, just to save weight.
We had the crate tipped back and loosened all four bolts that held the mill to the crate floor. I believe they were Allen head bolts that took a 6mm Allen key wrench. We put the entire crate on the table and then took off the front of the crate. Totally removed the four Allen head bolts and just pivoted the mill off the box and onto the tabletop. It was very cold and greasy, so I went back to work to let everything warm up from the wintery truck ride.
Setup
Day two was wiping shipping grease off the machine (don't start the machine up without doing that!).
They included a little bracket and 3 screws in tapped holes to hold the DRO tablet. Unfortunately it doesn't fit without a little grinding. The forward facing corner (right side/top) needed to be ground off.
It's not mentioned in the manual, but I matched the 3 little screw holes with 3 little screws that were already loosely screwed into the left side of the column. THANK YOU Little Machine Shop for pre-drilling and tapping those holes! The plastic hose conduit can knock the tablet off the stand if you lower the head-velcro or a rubber band is needed for safety.
They included the owner's manual for the lesser model, but it's an old manual. It doesn't show what this little lever/knob combo does. Facing backwards the machine turns on. Facing up/down/forwards the machine will turn on but you have to hold the power button down. Also, it makes a horrible clanking noise!
I think this is a magnetic interlock thing? There is a depression in the spindle that I think clacks against a stop mechanism...but not enough to actually stop the machine from spinning. It's like a safety that doesn't work! Or it's something else? It's not in the manual. I'm not sure how a lock that still lets power to the machine (if you press and hold "ON") is a safety feature. Either the machine is off or on. Having one-and-a-half on/off buttons isn't any safer--especially since the .5 doesn't really do much? I dunno. Would have been nice to put that in the manual.
Here is the machine.
Here it is in the dark, showing off the tablet DRO and green light showing it's on.
Anyway, the four bolts that came with the machine are very nice. However, they are too short to go through the big 2" slab of tabletop I'm mounting this machine on.
I used a Wixey digital level and a couple spirit levels and got the bench top leveled. Then I leveled the machine with the levels on the XY table. Left to right the XY table is at 0 degrees level: perfect! Front to back (if the machine was falling toward or away from the user) the machine is 0.1 degree level: almost perfect. To be clear this is the entire table top and entire machine--this is NOT the tramming of the mill's column. That's way more precise.
I have drilled the 4 mounting holes to attach the mill to the benchtop. Just waiting to get four longer bolt's: 3" long threads instead of the 1 3/4" shipping ones. I'll reuse the nice washers that came with the shipping bolts.
Shimming
I shimmed the left two bolts on the column to bring the left/right table level.
Then I added shims to both the front column bolts to lean yhe the column back (to reduce the "nod" of the head).
I used the Little Machine Shop shim set. Thicknesses weren't labeled on the package.
I got the right to left table to .001" and the front to back .002" which the manual says is good. It takes a lot of bting and unbolting the column screws. Easy but hard, like walking 50 miles: step by little step.
The vise. Enraging: to mount the big swivel vise you throw away the huge bolts that come with it and use the (pay extra) vise mounting bolt kit.
They tell you that you can't use the swivel mount. Hmmm... Then why did i pay so much extra for to he swivel base vise?!
All you have to do is ditch the tiny washers and cut and grind the threaded rods in the vide mount kit down.
You will end up with less than a .001" clearance between the top of the nut and the bottom of the vise, but it will swivel just fine.
Cut with a hacksaw, then grind a little.
You can't even see light between them but the vise is mounted and it can still swivel!
...and here is the culmination of 3 years of research, planning, procurement and setup: a mirror smooth milled channel. Done with a 2 flute roughing end mill (too slow pm and no coolant, lol).
Beautiful irridescent and smooth.